

Dairy processing is often explained in separate pieces: milk processing, cheesemaking, whey handling, lactose production, wastewater treatment. In reality, these are all connected. What happens at one step directly impacts the next.
Membranes play a role across that entire chain. They are used to separate, concentrate, and recover valuable components at multiple points, from the first handling of milk to the final treatment of effluent. Understanding where they fit is easier if you follow the process from start to finish.
Starting with milk
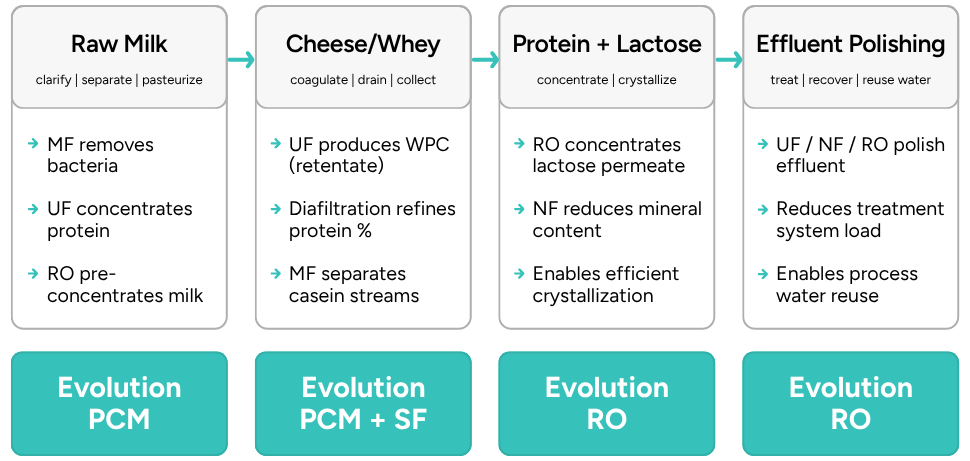
Raw milk first goes through clarification, separation, and pasteurization. These steps prepare the milk for whatever comes next, whether that is fluid milk, cheese, or ingredient production.
Membranes are not always required at this stage, but they become important when processors want tighter control over composition. Microfiltration (MF) can remove bacteria or separate casein-rich streams. Ultrafiltration (UF) can concentrate proteins or standardize milk solids before further processing or creating protein-rich milk for consumption. Reverse osmosis (RO) is sometimes used to remove water and pre-concentrate milk ahead of evaporation.
At this point, membranes are helping shape the starting material. Instead of relying only on thermal processes, processors can adjust protein, fat, and water content more precisely before moving forward.
Moving into whey
Once milk is turned into cheese or casein products, most of the volume becomes whey. This stream still contains a large portion of the original nutrients, especially proteins and lactose, so it is too valuable to treat as waste.
This is where membranes become central to the process. UF membranes are widely used to produce whey protein concentrates by retaining protein while allowing lactose and minerals to pass through. That separation step creates two useful streams: a protein-rich retentate and a lactose-rich permeate.
From there, processors can continue refining the protein fraction using additional membrane steps such as diafiltration and nanofiltration (NF). The goal is to reach specific protein concentrations while maintaining product quality, including producing higher-concentration products like whey protein isolate (WPI), which typically requires NF after UF to maximize protein concentration.
Membranes are also used earlier in some process designs to create whey-like streams directly from milk. In these systems, MF separates casein from a permeate that contains whey proteins, lactose, and minerals. That permeate can then follow the same downstream path as traditional whey.
From whey to lactose
The permeate left after protein concentration is not just a byproduct. It is the starting point for lactose production.
To make lactose commercially useful, processors need to concentrate and clean up this stream before crystallization. This is where NF and RO come into play. RO removes water to increase solids concentration, while NF helps reduce mineral content while keeping lactose losses low. These membrane steps improve efficiency in the later stages of lactose production, including evaporation and crystallization. By the time the stream reaches those thermal processes, it is already more concentrated and better suited for recovery.
In modern dairy plants, this approach allows protein and lactose to be recovered in sequence rather than competing within the same stream. Membranes make that separation possible.
Ending with effluent
Even after recovering protein and lactose, there are still residual streams that need to be managed. These include cleaning solutions, flush water, and low-value process streams that carry remaining organics and dissolved solids.
Membranes are increasingly used here as well. UF, NF, and RO can reduce the load on downstream treatment systems or prepare water for reuse. This matters for both cost and operations. Treating less wastewater reduces disposal and treatment expenses. Reusing water can reduce freshwater demand. It also helps stabilize plant operations by making performance less dependent on external utilities.
In many cases, improving separation upstream makes downstream treatment easier. When fewer organics reach the effluent stage, the overall system becomes more efficient.
Where ZwitterCo fits
Across all of these steps, one challenge shows up repeatedly: fouling. As streams become more concentrated, organics build on the membrane surface, forming a gel layer that reduces flux and makes cleaning more difficult.
ZwitterCo’s Evolution membranes are designed to address that specific issue. Their zwitterionic chemistry creates an extremely hydrophilic surface that repels organic foulants and minimizes gel layer formation. This supports higher sustainable flux and allows membranes to recover more easily during cleaning.
In practice, that translates to shorter, simpler cleaning programs and more time spent producing. Evolution membranes have shown reduced cleaning costs, lower water and chemical use, and improved productivity in dairy applications.
- Evolution Protein Concentration Membrane (PCM) is used for whey and milk protein concentration, replacing conventional UF membranes.
- Evolution Superfiltration (SF) membrane is designed for higher-solids streams and can replace tight UF or open NF membranes.
- Evolution RO is applied in skim milk concentration, lactose concentration, and effluent polishing.
In one dairy effluent polishing case, a processor reduced membrane cleaning costs by 57%, lowered chemical use by 65%, and reduced water use by 36% after switching to Evolution RO.

Looking at the full chain
The key point is that membranes are not isolated pieces of equipment. They connect the entire dairy process. Milk preparation affects whey composition. Whey processing determines how efficiently protein and lactose are recovered. Those recovery steps influence what reaches wastewater treatment. Each stage builds on the one before it.
When membranes are evaluated across that full chain, their impact becomes clearer. They help recover more product, reduce waste, and simplify operations. That is why they continue to expand beyond single applications and into the broader design of dairy processing systems.
Contact ZwitterCo today to learn more about how Evolution membranes can support your dairy process.





